
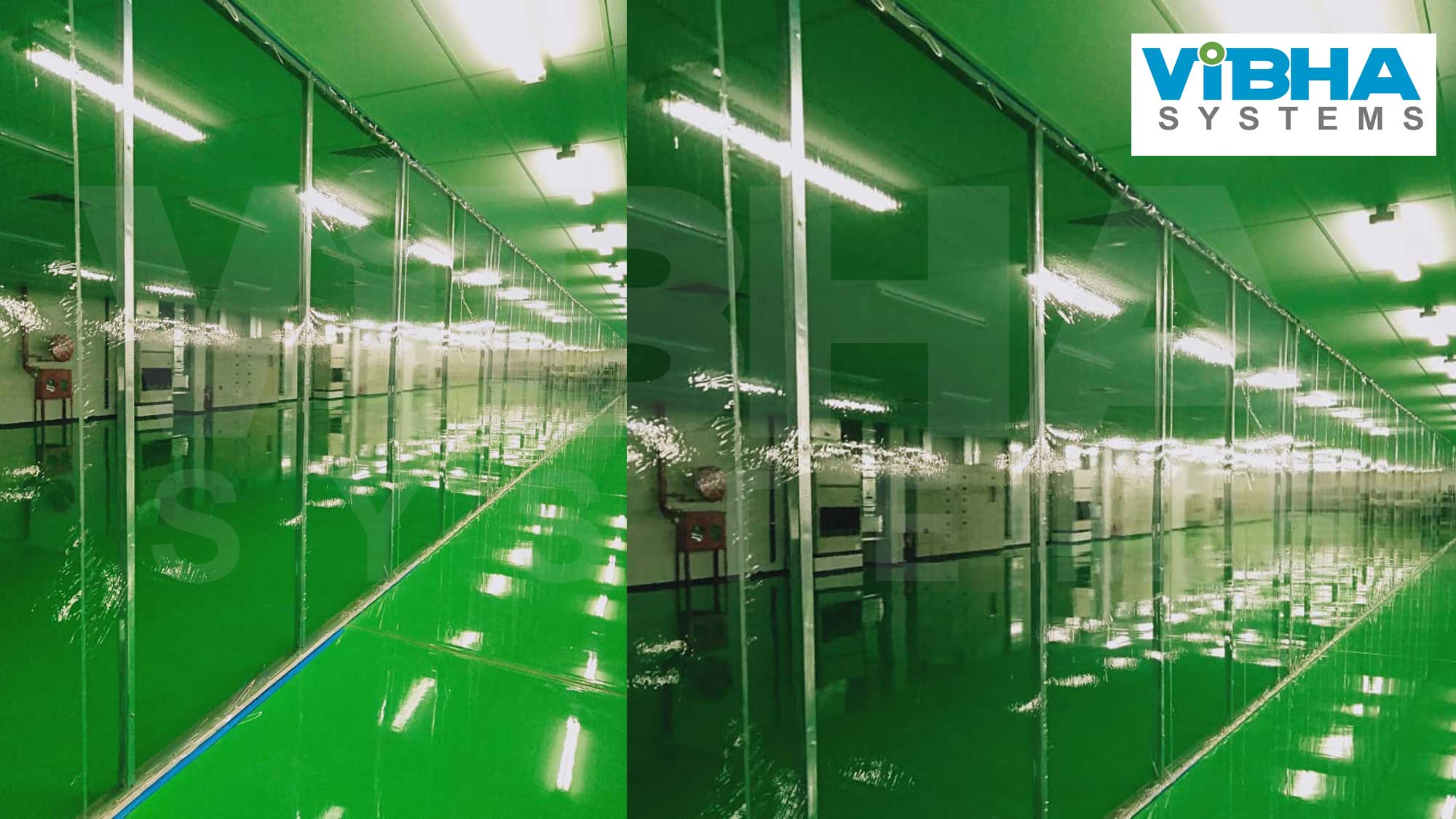

The transparent screen for food packing units is a vital addition to any Manufacturing facility, offering a range of benefits for both workers and the products being handled. This specially designed screen is made of transparent material, typically PVC, and acts as a physical barrier between different areas within the Manufacturing unit.
Sizes available: Thickness – 0.5mm, 0.8mm, 1mm